既减重又增强的双赢工艺– 微发泡注塑成型
随着塑料注塑成型设备日趋成熟,唯有不断优化制程才能延续市场竞争力。微发泡注塑成型工艺(MuCell) 可用于降低塑件重量、缩短成型周期、提升耐冲击强度,或延长产品寿命等,富强鑫(FCS) 为您解析MuCell日益受到重视的要因及相关应用,替汽机车部件、家用五金、包装容器等不同产品特性打造最佳成型方案。

面临居高不下的碳排放量,美国推行节能减碳政策,表示2025 年将减少26~28% ,汽车产业首当其冲,需对产品实行轻量化。微孔发泡(MuCell) 制程技术,在不失原有物性的前提下有效降低重量、提高冲击性、降低翘曲并提升尺寸稳定性。FCS 于五年前已成功导入此制程技术,先后于LM ( 二板机) 、HT ( 曲肘机) 、FA ( 高效节能机) 、CT-e( 全电机) 、FB ( 双色机)等不同机种进行整合验证,成功销售十余套并持续协助客户开发测试MuCell 新制程应用。
MuCell 注塑成型原理
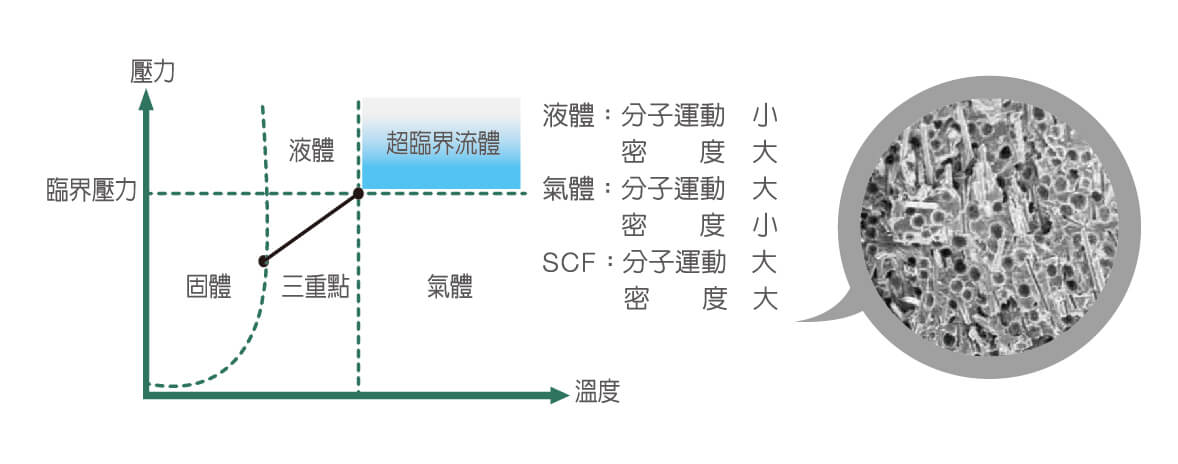
MuCell 注塑成型是将气体(N2或CO2) 加压至超临界状态(图1) 后注入料管熔胶中,透过螺杆将两者混练成单相流体。超临界流体在注塑过程中因瞬间压降造成热力学不平衡,使得流体进入模穴后气体得以从熔胶当中扩散成核,并长成均匀微细气泡(图2) 。含有微细气泡的熔胶经模具冷却固化得到如蜂巢般的内部构造成品。
 |
|
|
图1 - 相态图 |
图2 - MuCell 成品切面图 |
MuCell 注塑成型制程设备
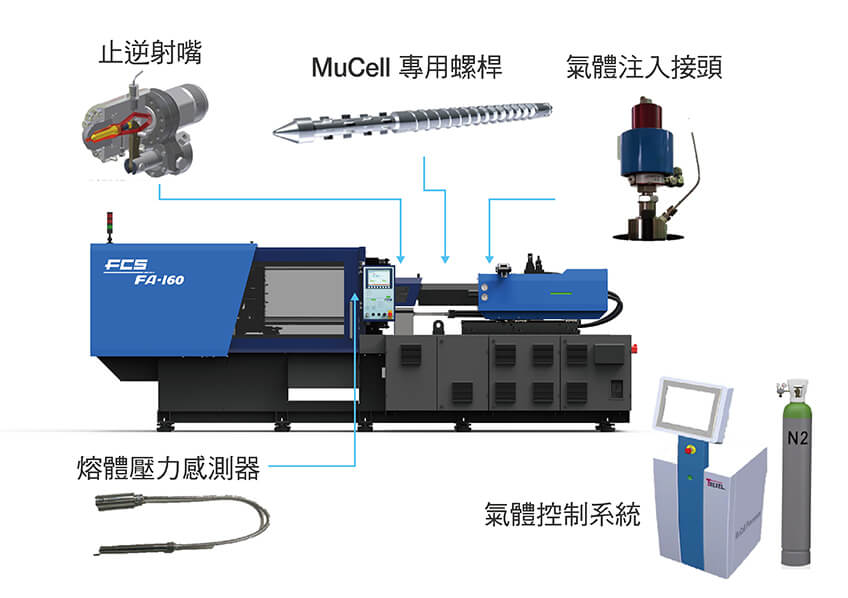

MuCell注塑成型制程采用特殊螺杆设计,搭配气体注入设备达到此制程功能,相关零件说明如下:
1. 止逆射嘴:加料过程射嘴关闭使料管维持压力,避免发泡产生。
2. MuCell 螺杆:特殊设计使熔胶与超临界流体均匀混合成单相溶液。
3. 熔体压力感测器:监控料管内熔胶压力,提供背压调整依据。
4. 气体注入设备与接头:将氮气增压直至超临界状态,再注入使其与熔胶混合。
制程与应用优势
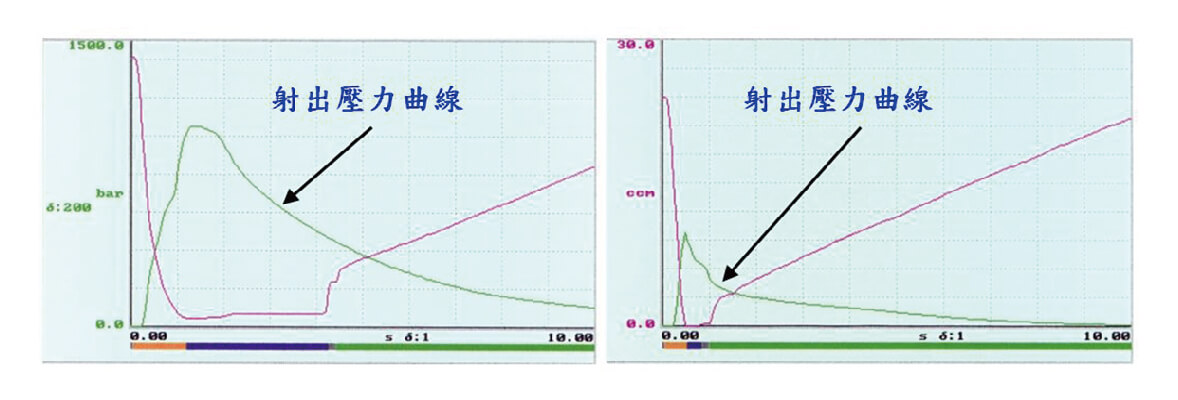
1. 降低注塑压力与锁模力:提高塑料流动性,进而减少注塑压力,降低锁模力(图4) 。
2. 减少塑件重量:塑件透过发泡结构达到减重效果。
3. 降低生产能耗:当注塑压力与锁模力降低,可减少驱动单元负荷,且塑料用量降低也可节省储料与加热消耗功率,有效降低整体生产耗能。
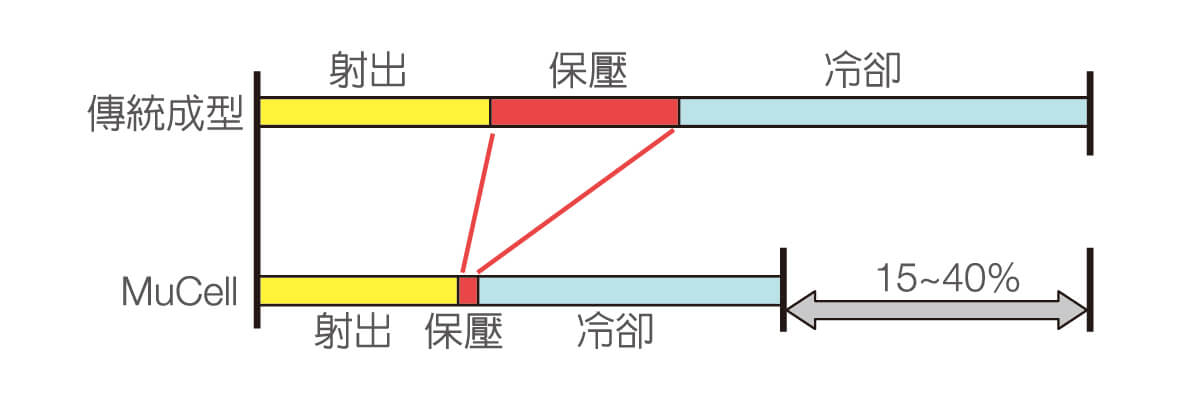
4. 缩短成型周期:Mu C ell 注塑成型可免去保压时间,且因塑料量减少,加工热量大幅降低,从而缩短冷却时间与成型周期(图5) 。
除了减重,MuCell 制程另一重要效益是改善产品因先天不利条件导致的成型不良问题,如克服长型产品翘曲,或防止厚件产品缩水等。除了汽机车配件业外,MuCell 于其他产业也有丰富运用案例,如食品容器业(图6) ,减重并非其关键因素,此产业运用MuCell 可有效阻隔产品与空气接触,从而达到保温保冷效果。

图6 - MuCell ® + PET
图片来源: Trexel Inc. (https://trexel.com/)

MuCell 注塑成型关键制程参数
MuCell 注塑成型关键制程参数有注塑速度、注塑压力、料管温度、模具温度及进气量等。
1. 注塑速度:射速越慢,先充填的塑料发泡时间相对长,导致气泡孔径先后大小不均。且射速慢,塑料固化增加流动阻力,发泡状态相对较差。因此射速越快可提高发泡密度且缩小气泡孔径,泡孔分布相对较均匀。
2. 熔胶温度:越高则气体溶解度与扩散系数提高,有效降低黏度并提高混练度,搭配高射速可提升发泡密度,使气孔分布均匀。
3. 模具温度:模温增高有助提升发泡密度并改善表面品质( MuCell 制程表面会产生气痕) 。但因冷却时间较长,气孔相对有较多时间成长变大。
4. 进气量:提升即提高超临界流体比例,当临界流体增加时有助提升气泡密度,产生较多气泡核,缩小气泡尺寸。
物理发泡( MuCell ) VS. 化学发泡
MuCell 注塑成型制程属于物理发泡,优点除了机械强度较佳外,发泡的密度与孔隙比化学发泡更容易控制,且属于无毒制程,可为环保尽一份心力
| 化学發泡 | 物理發泡 (MuCell) | |
|---|---|---|
| 机械强度 | 不稳定 | 极佳  |
| 發泡空隙与大小 | 不好控制 | 可调整 |
| 發泡密度 | 不好控制 | 可控制 |
| 發泡剂使用范围 | 受高温塑胶材料限制 | 适用于多种材料 |
| 發泡使用元素 | 有毒化学元素 | 大自然气体-氮气 |