What Is LDPE? Properties, Resin Code #4, and Why It Needs Its Own Recycling Process
LDPE Recycling Process - A Complete Guide
LDPE — Low-Density Polyethylene, resin identification code #4 — is a thermoplastic produced by high-pressure polymerisation of ethylene. Its highly branched molecular structure gives it flexibility, transparency, and low density — ideal for flexible packaging applications.
LDPE film is recycled under a separate process from other plastics because of one physical property that sets it apart from the bottles and containers most people picture when they think of plastic recycling: its extremely low bulk density. In baled form, LDPE film can reach as low as 20–30 kg/m³ — roughly the density of a cloud relative to water. This creates bridging problems in feeding equipment, inefficiency in drying, and tangle-related damage in sorting machinery that simply do not exist for rigid polymers like PET or HDPE bottles.
How Does the LDPE Recycling Process Work? 6 Stages Explained
A complete mechanical recycling line for LDPE converts incoming baled waste into rLDPE pellets through six sequential stages.
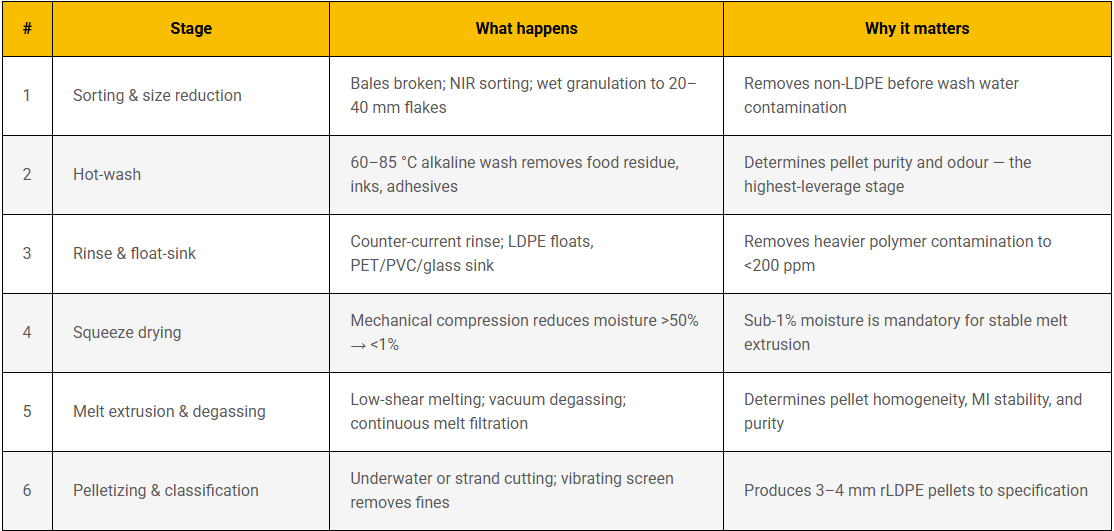
Stage 1: Sorting and Size Reduction
Film then enters a wet granulator, which simultaneously shreds it to 20–40 mm flakes while washing off loose surface contamination. Flake size matters: too large reduces washing efficiency; too small produces fines that are difficult to dewater and cause losses through rinse screens.
Stage 2: Hot-Wash — The Stage That Determines Pellet Quality
Hot-washing is the single most important stage in the LDPE recycling process. Granulated flakes pass through a friction washer or hot-wash tank at 60–85 °C with a controlled alkaline detergent solution (NaOH-based, pH 11–12). The combination of elevated temperature, alkaline chemistry, and mechanical friction work in concert to remove food residue and fats (via saponification), printing inks and dyes, pressure-sensitive adhesive residues, and organic odour compounds. The stakes here are high: incompletely removed contaminants do not disappear during extrusion — they carbonise into black specks and gels, which is the single most common reason for rLDPE pellet rejection by downstream film manufacturers.
Stage 3: Rinse and Float-Sink Separation
After hot-washing, flakes carry residual alkaline detergent that must be fully removed before extrusion — residual alkalinity degrades pellet colour and causes processing instability. Two-stage counter-current rinse tanks dilute and eliminate detergent, with clean water entering at the last tank and flowing counter to the film, ensuring the freshest water always contacts the cleanest material. The final rinse tank doubles as a float-sink separator: LDPE (density ~0.92 g/cm³) floats; PET (1.38), PVC (1.30), sand, and glass sink and are removed by a bottom screw conveyor.
Stage 4: Squeeze Drying — The Most Underestimated Stage
Flakes exiting the rinse tanks carry 30–60% moisture by weight — and that number must come down to below 1% before the material enters the extruder. Even 2–3% residual moisture causes violent steam generation at melt temperature (180–220 °C), producing bubble voids in the pellet and unstable melt flow index — the most common complaint from processors using rLDPE. The challenge specific to LDPE film: conventional centrifugal dryers achieve only 15–25% moisture removal on LDPE film because the low-density, flexible flakes do not pack under centrifugal force.
Equipment spotlight: Genius DW Series Squeeze Dryer
Engineered specifically for post-wash LDPE and LLDPE film, the DW Series uses a purpose-designed compression screw that physically wrings moisture from film flakes under high mechanical pressure — achieving consistent outlet moisture below 1%, regardless of inlet moisture variation.
Full specifications and model selection: Plastic Squeeze Dryer

Stage 5: Melt Extrusion and Degassing
The LDPE film feeding problem: LDPE film's bulk density of 20–60 kg/m³ causes bridging in standard gravity-fed extruder hoppers — the lightweight flakes arch across the hopper opening and starve the screw, causing throughput fluctuations of ±30% or more. Specialised feeding systems pre-densify the film and force-feed it into the screw under controlled pressure, maintaining stable fill rates.
Screw design for LDPE's heat sensitivity: LDPE degrades under excessive shear heat — each thermal cycle breaks polymer chain branches, reducing molecular weight and contributing to the melt flow index variability that processors experience with rLDPE. LDPE-specific extruder screws use deep flight channels (lower shear stress) and longer L/D ratios of 30:1 to 36:1, allowing melting through gentle conductive heat at lower screw speeds.
Equipment spotlight: Genius DWX — Squeeze Dryer Integrated Recycling Machine
For washing lines where squeeze drying and pelletizing are combined into a single step, the DWX Squeeze Dryer Integrated Recycling Machine eliminates the need for a separate pelletizing extruder — reducing footprint, energy consumption, and labour requirements. Dual function in one unit: squeezing and extrusion driven by a single motor, combining squeeze drying and pelletizing in one compact machine.
See full specifications: Squeeze Dryer Integrated Recycling Machine

Stage 6: Pelletizing, Cooling, and Classification
With clean, homogeneous melt flowing at stable pressure, the final stage is straightforward. Filtered melt exits the die and is cut by either a strand pelletizer or an underwater pelletizer. Pellets are centrifugally dried and classified through a vibrating screen to remove fines and oversized pieces. Standard rLDPE pellet diameter is 3–4 mm.
Key Takeaways: What Determines LDPE Recycling Output Quality
LDPE recycling is technically viable and commercially operational worldwide — the process works. But output quality is highly sensitive to the decisions made at every stage, and the difference between a struggling line and a high-performing one usually comes down to these five factors:
- Hot-wash configuration is the highest-leverage stage for pellet purity. Under-temperature or under-dosed washing produces black specks and odour that cause downstream rejection.
- Sub-1% moisture before extrusion is not a target — it is a minimum. Achieving it requires a squeeze dryer designed for film, not a centrifugal dryer carried over from rigid plastic lines.
- Feeding system design determines throughput stability. LDPE film will bridge in any gravity-fed system. Compactor-based forced feeding is a prerequisite, not an upgrade.
- Screw design determines whether rLDPE has stable MI. Low-shear, long L/D screws preserve molecular weight; high-shear screws degrade it with each pass.
- Input stream quality sets the ceiling for everything downstream. The closer the input to a single-grade, clean source, the better the output MI, colour, and mechanical properties.
Ready to Optimise Your LDPE Recycling Process?
Whether you are evaluating a new LDPE washing line, troubleshooting moisture or pellet quality issues in an existing plant, or specifying recycled content for a packaging application, our engineering team brings 40+ years of hands-on experience to help you find the right solution. Tell us about your material stream and production targets — we will recommend a line configuration designed for your specific input and output requirements.
Check out in: https://www.geniusplas.com/en/article/LDPE-Recycling-Process.html

合作媒体